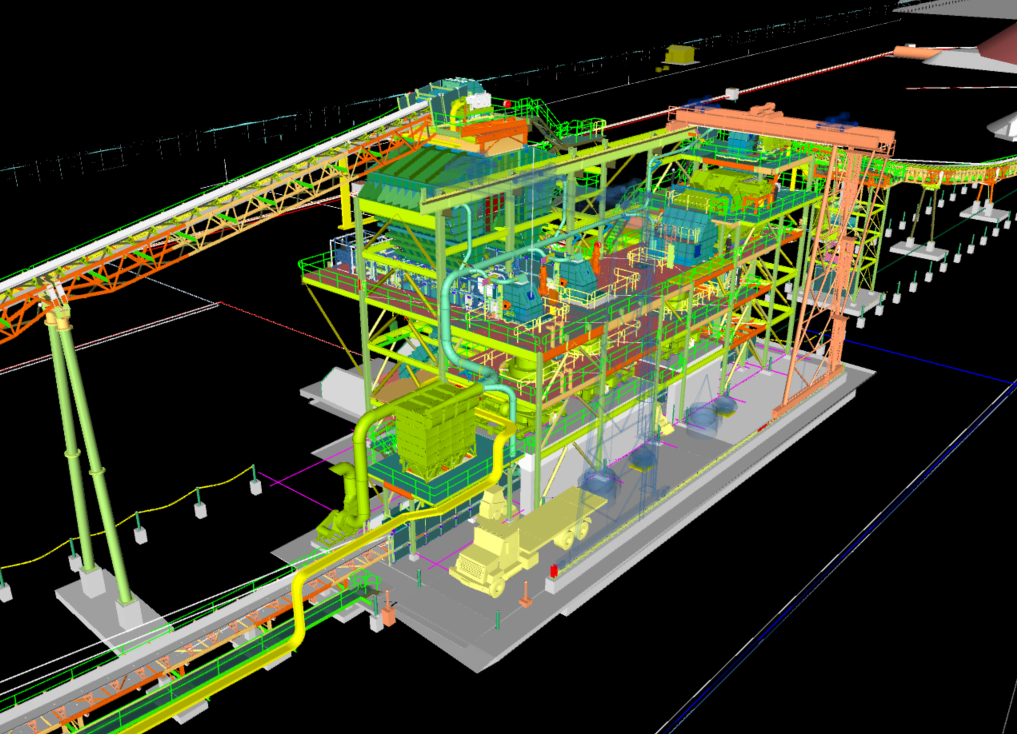
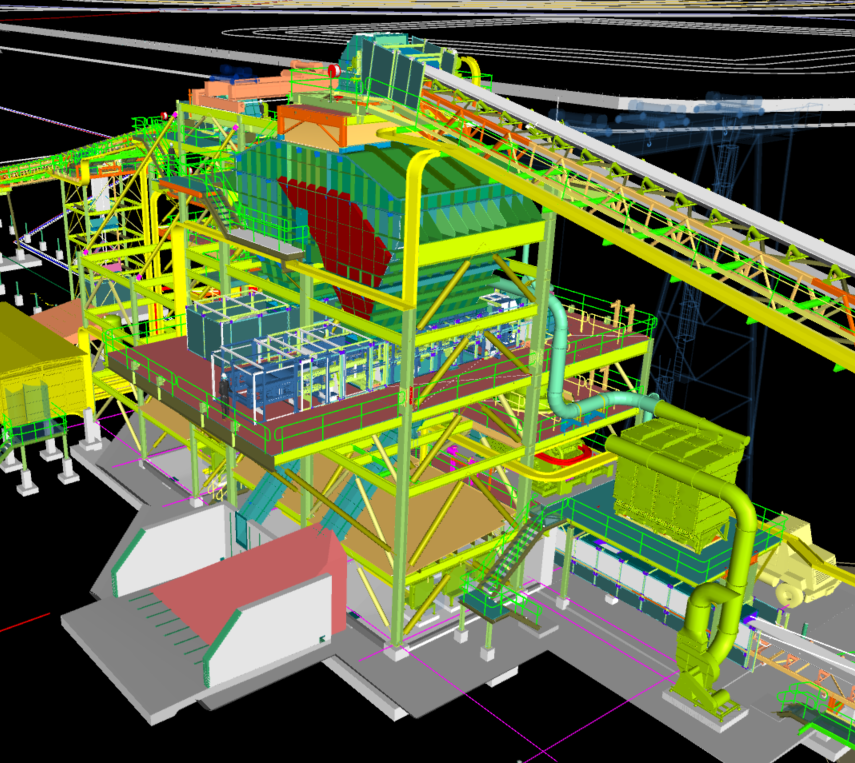
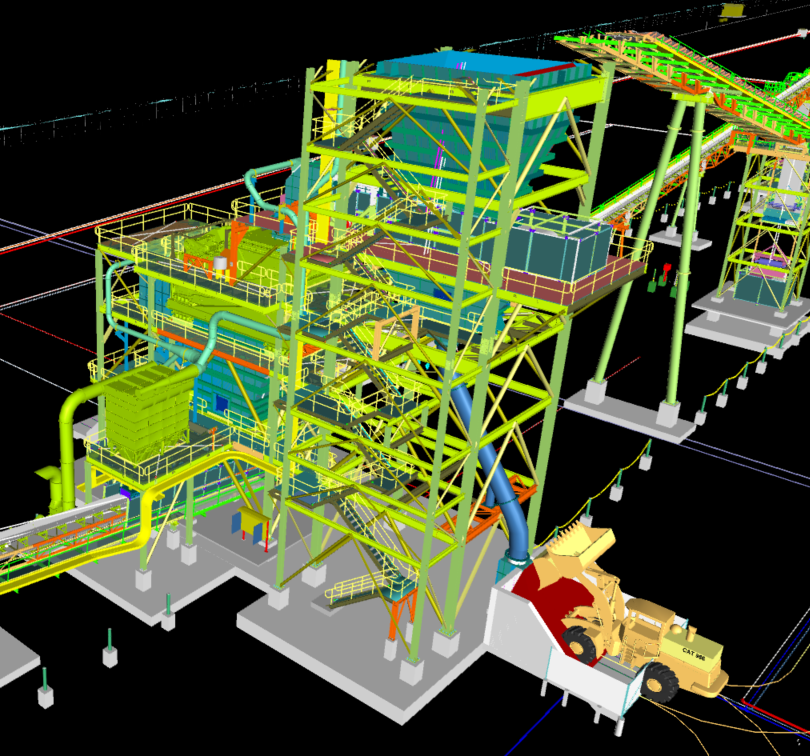
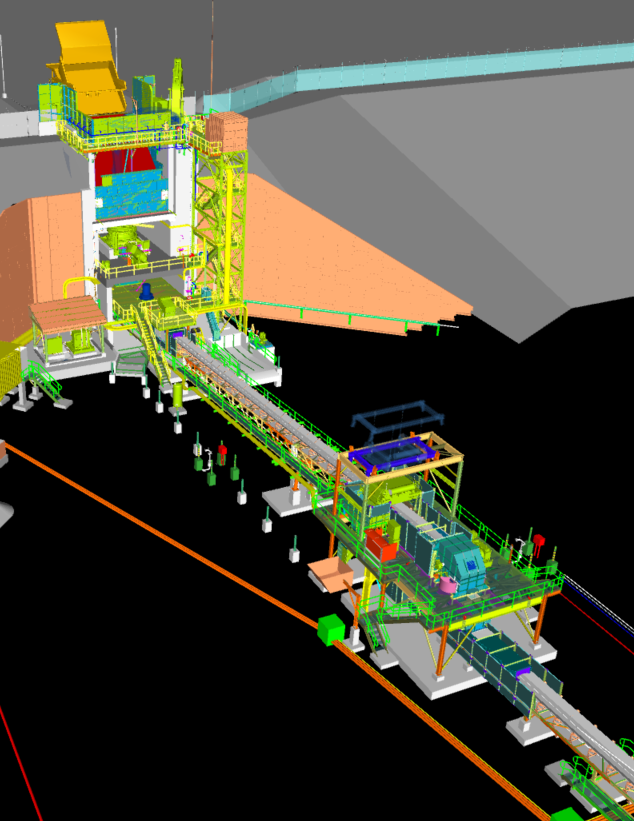
The “Dry Circuit” comprises of a Primary ROM Tip and various crushing stations. The materials handling conveyors include a sizeable cantilevered stockpile conveyor as well as stockpile withdrawal conveyors.
Project Highlights
ROM Tip Bin fully trial assembled to ensure zero site delays.
Client Benefit
Client selected Viva Engineering as a Tier 1 manufacturing company with a long track record of delivering projects in Namibia.


")






")